模具頂針作為注塑、沖壓模具中負責頂出工件的核心部件,需在反復沖擊(單次頂出力可達 50-500N)與摩擦中保持表面高硬度(HRC55-60)和芯部韌性(HRC30-35)。高頻感應淬火憑借 “局部精準硬化” 特性,能完美適配頂針的性能需求,且可根據材質、尺寸、產量等差異定制工藝方案,確保熱處理效果與生產效率的平衡。

模具頂針(常見材質為 SKD61、H13 等熱作模具鋼,或 SUJ2 軸承鋼)的淬火重點是頂針頭部(與工件接觸端)和導向段(與模板配合段),需實現:
表面硬度均勻:頭部硬度偏差≤±1HRC,避免局部軟點導致的早期磨損;
硬化層可控:根據頂針直徑(通常 φ3-20mm),硬化層深度控制在 0.3-1.5mm(直徑越小,硬化層越淺,防止整體脆化);
變形量極小:淬火后直線度誤差≤0.02mm/m,確保與模板導向孔的配合精度(間隙≤0.01mm)。
針對不同頂針特性,高頻淬火方案需精準調整:
| 頂針產量 | 推薦設備類型 | 核心配置 | 效率指標 |
|---|
| 小批量(≤500 件 / 天) | 手動高頻淬火機(15-30kW,頻率 80-100kHz) | 腳踏開關 + 手動定位工裝 | 單根處理時間 10-15 秒,適合多規格切換 |
| 中批量(500-2000 件 / 天) | 半自動高頻淬火機 | 轉盤式送料 + 紅外測溫自動控溫 | 每小時處理 800-1200 件 |
| 大批量(≥2000 件 / 天) | 全自動高頻淬火生產線 | 鏈式輸送 + 多工位同步加熱冷卻 + 硬度在線檢測 | 每小時處理 2000-3000 件,合格率≥99% |
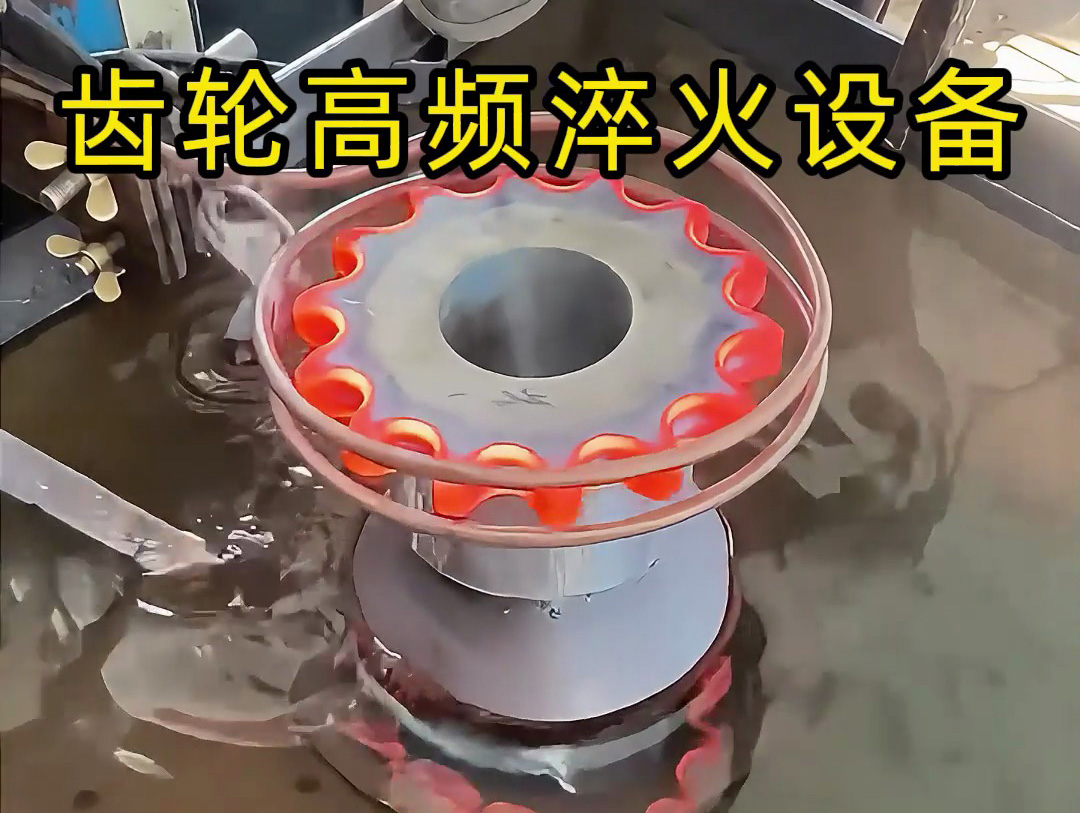
標準直桿頂針:采用 “環形感應頭”,內徑比頂針直徑大 2-3mm,確保頭部 3-5mm 區域均勻加熱(如 φ8mm 頂針配 φ11mm 環形頭);
臺階式頂針:定制 “階梯形感應頭”,貼合不同直徑段,避免非硬化區受熱(如頭部 φ10mm、桿部 φ6mm 的頂針,感應頭對應位置做階梯收縮);
異形頂針(如扁頂針、托針):采用 “仿形感應頭”,按頂針截面形狀設計(如扁頂針用長方形感應頭),確保受力面全面硬化。
感應頭材質選用紫銅(導電導熱性佳),表面鍍銀處理(減少氧化),使用壽命可達 1-2 萬次(視頂針材質硬度而定)。
以兩種常見頂針為例,參數設置參考如下:
| 頂針規格 | 材質 | 高頻設備功率 | 加熱頻率 | 加熱時間 | 淬火溫度 | 冷卻方式 | 硬化層深度 | 最終硬度 |
|---|
| φ5mm×100mm 直桿頂針 | SKD61 | 15kW | 80kHz | 3-5 秒 | 860-880℃ | 噴霧冷卻(0.2MPa) | 0.3-0.5mm | HRC55-58 |
| φ12mm×150mm 臺階頂針 | SUJ2 | 25kW | 50kHz | 8-10 秒 | 830-850℃ | 浸水冷卻(15% 聚乙烯醇溶液) | 1.0-1.2mm | HRC58-60 |
除核心工藝外,針對頂針熱處理的特殊需求,可額外提供:
防變形工裝:對細長頂針(長徑比>10:1)設計專用定位夾具,淬火后變形量控制在 0.01mm 以內;
硬化層檢測:配備金相顯微鏡與硬度計,提供每批次頂針的硬化層深度與硬度分布報告;
設備培訓:針對操作工人開展參數調試、感應頭更換、日常維護培訓,確保工藝穩定性。
高頻感應淬火對模具頂針的熱處理,本質是通過 “局部硬化 + 性能梯度” 設計,解決 “頂針易磨損、易折斷” 的行業痛點。無論是小批量精密模具頂針,還是大批量標準件頂針,均可通過定制化方案實現 “硬度達標、變形最小、效率最優” 的目標。若您有具體的頂針規格或性能需求,可提供詳細參數,我們將為您輸出完整的工藝流程圖與設備配置清單,確保熱處理效果完全匹配實際工況。








 粵公網安備 44190002003728號
粵公網安備 44190002003728號
